Resistance Welding
Resistance Spot Welding (RSW), Resistance Seam Welding (RSEW), and Projection Welding (PW) are commonly used resistance welding processes. Resistance welding uses the application of electric current and mechanical pressure to create a weld between two pieces of metal. Weld electrodes conduct the electric current to the two pieces of metal as they are forged together.
The welding cycle must first develop sufficient heat to raise a small volume of metal to the molten state. This metal then cools while under pressure until it has adequate strength to hold the parts together. The current density and pressure must be sufficient to produce a weld nugget, but not so high as to expel molten metal from the weld zone.
Resistance Welding Benefits
*
High speed welding
*
Easily automated
*
Suitable for high rate production
*
Economical
Resistance Welding Limitations
*
Initial equipment costs
*
Lower tensile and fatigue strengths
*
Lap joints add weight and material
Common Resistance Welding Concerns
We can help optimize your welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Resistance Welding Problems and Discontinuities
*
Cracks
*
Electrode deposit on work
*
Porosity or cavities
*
Pin holes
*
Deep electrode indentation
*
Improper weld penetration
*
Surface appearance
*
Weld size
*
Irregular shaped welds
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
Rabu, 25 Juni 2008
Submerged Arc Welding
Submerged Arc Welding
Submerged arc welding (SAW) is a high quality, very high deposition rate welding process. Submerged arc welding is a high deposition rate welding process commonly used to join plate.
Submerged Arc Welding Benefits
- Extremely high deposition rates possible
- High quality welds
- Easily automated
- Low operator skill required
Common Submerged Arc Welding Concerns
We can help optimize your welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Weld Discontinuities
- Cracks
- Porosity
- Slag
- Undercut
Submerged Arc Welding Problems
- Solidification Cracking
- Hydrogen Cracking
- Incomplete fusion
- Irregular wire feed
- Porosity
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
Stick Welding
Stick Welding
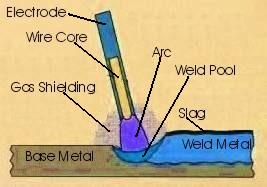
| Shielded Metal Arc Welding (SMAW) is frequently referred to as stick or covered electrode welding. Stick welding is among the most widely used welding processes. The flux covering the electrode melts during welding. This forms the gas and slag to shield the arc and molten weld pool. The slag must be chipped off the weld bead after welding. The flux also provides a method of adding scavengers, deoxidizers, and alloying elements to the weld metal. | |
Stick Welding Benefits
Common Stick Welding Concerns
We can help optimize your welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
| |


If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
Flux Cored Welding
Flux Cored Welding
Flux Cored Arc Welding (FCAW) is frequently referred to as flux cored welding. Flux cored welding is a commonly used high deposition rate welding process that adds the benefits of flux to the welding simplicity of MIG welding. As in MIG welding wire is continuously fed from a spool. Flux cored welding is therefore referred to as a semiautomatic welding process.
Self shielding flux cored arc welding wires are available or gas shielded welding wires may be used. Flux cored welding is generally more forgiving than MIG welding. Less precleaning may be necessary than MIG welding. However, the condition of the base metal can affect weld quality. Excessive contamination must be eliminated.
Flux cored welding produces a flux that must be removed. Flux cored welding has good weld appearance (smooth, uniform welds having good contour).
Flux Cored Welding Benefits
* All position capability
* Good quality weld metal deposit
* Higher deposition rates than SMAW
* Low operator skill required
* Metallurgical benefits that can be gained from a flux
Common Flux Cored Welding Concerns
We can help optimize your flux cored welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Weld Discontinuities
* Undercutting
* Excessive melt-through
* Incomplete fusion
* Incomplete joint penetration
* Porosity
* Cracks
* Slag inclusions
Flux Cored Welding Problems
* Melted contact tip
* Irregular wire feed
* Burnback
* Porosity
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
Flux Cored Arc Welding (FCAW) is frequently referred to as flux cored welding. Flux cored welding is a commonly used high deposition rate welding process that adds the benefits of flux to the welding simplicity of MIG welding. As in MIG welding wire is continuously fed from a spool. Flux cored welding is therefore referred to as a semiautomatic welding process.
Self shielding flux cored arc welding wires are available or gas shielded welding wires may be used. Flux cored welding is generally more forgiving than MIG welding. Less precleaning may be necessary than MIG welding. However, the condition of the base metal can affect weld quality. Excessive contamination must be eliminated.
Flux cored welding produces a flux that must be removed. Flux cored welding has good weld appearance (smooth, uniform welds having good contour).
Flux Cored Welding Benefits
* All position capability
* Good quality weld metal deposit
* Higher deposition rates than SMAW
* Low operator skill required
* Metallurgical benefits that can be gained from a flux
Common Flux Cored Welding Concerns
We can help optimize your flux cored welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Weld Discontinuities
* Undercutting
* Excessive melt-through
* Incomplete fusion
* Incomplete joint penetration
* Porosity
* Cracks
* Slag inclusions
Flux Cored Welding Problems
* Melted contact tip
* Irregular wire feed
* Burnback
* Porosity
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
MIG Welding
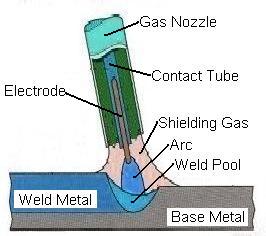
MIG WeldingGas Metal Arc Welding (GMAW) is frequently referred to as MIG welding. MIG welding is a commonly used high deposition rate welding process. Wire is continuously fed from a spool. MIG welding is therefore referred to as a semiautomatic welding process. |
|
MIG Welding Benefits
MIG Welding Shielding GasThe shielding gas, forms the arc plasma, stabilizes the arc on the metal being welded, shields the arc and molten weld pool, and allows smooth transfer of metal from the weld wire to the molten weld pool. There are three primary metal transfer modes:
The primary shielding gasses used are:
CO2 is also used in its pure form in some MIG welding processes. However, in some applications the presence of CO2 in the shielding gas may adversely affect the mechanical properties of the weld. | |


Common MIG Welding Concerns
We can help optimize your MIG welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Weld Discontinuities
|
|

MIG Welding Problems
- Heavily oxidized weld deposit
- Irregular wire feed
- Burnback
- Porosity
- Unstable arc
- Difficult arc starting
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
TIG Welding
GTAW Welding
Gas Tungsten Arc Welding (GTAW) is frequently referred to as TIG welding. TIG welding is a commonly used high quality welding process. TIG welding has become a popular choice of welding processes when high quality, precision welding is required.
In TIG welding an arc is formed between a nonconsumable tungsten electrode and the metal being welded. Gas is fed through the torch to shield the electrode and molten weld pool. If filler wire is used, it is added to the weld pool separately.
Tig weld
TIG Welding Benefits
* Superior quality welds
* Welds can be made with or without filler metal
* Precise control of welding variables (heat)
* Free of spatter
* Low distortion
Shielding Gases
* Argon
* Argon + Hydrogen
* Argon/Helium
Helium is generally added to increase heat input (increase welding speed or weld penetration). Hydrogen will result in cleaner looking welds and also increase heat input, however, Hydrogen may promote porosity or hydrogen cracking.
GTAW Welding Limitations
* Requires greater welder dexterity than MIG or stick welding
* Lower deposition rates
* More costly for welding thick sections
automatic tig weld
Welder making Tig weld
Common GTAW Welding Concerns
We can help optimize your welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Weld Discontinuities
* Undercutting
* Tungsten inclusions
* Porosity
* Weld metal cracks
* Heat affected zone cracks
TIG Welding Problems
* Erratic arc
* Excessive electrode consumption
* Oxidized weld deposit
* Arc wandering
* Porosity
* Difficult arc starting
Tig weld close up
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
Gas Tungsten Arc Welding (GTAW) is frequently referred to as TIG welding. TIG welding is a commonly used high quality welding process. TIG welding has become a popular choice of welding processes when high quality, precision welding is required.
In TIG welding an arc is formed between a nonconsumable tungsten electrode and the metal being welded. Gas is fed through the torch to shield the electrode and molten weld pool. If filler wire is used, it is added to the weld pool separately.
Tig weld
TIG Welding Benefits
* Superior quality welds
* Welds can be made with or without filler metal
* Precise control of welding variables (heat)
* Free of spatter
* Low distortion
Shielding Gases
* Argon
* Argon + Hydrogen
* Argon/Helium
Helium is generally added to increase heat input (increase welding speed or weld penetration). Hydrogen will result in cleaner looking welds and also increase heat input, however, Hydrogen may promote porosity or hydrogen cracking.
GTAW Welding Limitations
* Requires greater welder dexterity than MIG or stick welding
* Lower deposition rates
* More costly for welding thick sections
automatic tig weld
Welder making Tig weld
Common GTAW Welding Concerns
We can help optimize your welding process variables. Evaluate your current welding parameters and techniques. Help eliminate common welding problems and discontinuities such as those listed below:
Weld Discontinuities
* Undercutting
* Tungsten inclusions
* Porosity
* Weld metal cracks
* Heat affected zone cracks
TIG Welding Problems
* Erratic arc
* Excessive electrode consumption
* Oxidized weld deposit
* Arc wandering
* Porosity
* Difficult arc starting
Tig weld close up
If your company is experiencing these or other welding problems you can retain AMC to improve your weld processing. Hire AMC to act as your welding specialist.
FAILURE ANALYSIS
MATERIALS FAILURE ANALYSIS
Our materials engineers and metallurgists provide independent expert opinions regarding weld or material failure analysis. Forensic investigation of your product failure is accomplished by analyzing and testing materials and welds. Root cause analysis of your weld or material failure can be identified by our failure analysis experts. Features of our product failure analysis capabilities include:
* Weld failure analysis
* Analysis conducted by registered professional engineers
* Failure mode identification
* Broad failure analysis experience
* Fracture evaluations
* Root cause analysis determination
* Photographic documentation
SEM failure analysis photo
EXPERIENCE
Our staff has had broad industrial experience. Examples of industries in which our staff has had welding, manufacturing or failure investigation experience:
• Aircraft / Aerospace • Gas turbine engine components
• Weldments. • Petrochemical / Pharmaceutical plants
• Offshore structures • Industrial machinery
• Heat exchangers • Food processing equipment
• Ships • Oil and gas transmission pipelines
automatic welding tig weld close up
LITIGATION INVESTIGATION AND EXPERT WITNESS
Our services can assist defendant/plaintiff from the initial legal proceedings through trial. We provide support in the following areas:
• On site accident investigation
• Product liability
• Technical advisors to counsel
• Conformance to industry specifications
• Evaluations conducted by registered professional engineers
• Failure mode and root cause identification
• Forensic Macro/Microphotographic documentation
• Industrial and consumer product failure analysis
If your company is experiencing these or other welding problems you can engage AMC to solve your welding or failure issues. Hire AMC to act as your weld failure analyst.
Our materials engineers and metallurgists provide independent expert opinions regarding weld or material failure analysis. Forensic investigation of your product failure is accomplished by analyzing and testing materials and welds. Root cause analysis of your weld or material failure can be identified by our failure analysis experts. Features of our product failure analysis capabilities include:
* Weld failure analysis
* Analysis conducted by registered professional engineers
* Failure mode identification
* Broad failure analysis experience
* Fracture evaluations
* Root cause analysis determination
* Photographic documentation
SEM failure analysis photo
EXPERIENCE
Our staff has had broad industrial experience. Examples of industries in which our staff has had welding, manufacturing or failure investigation experience:
• Aircraft / Aerospace • Gas turbine engine components
• Weldments. • Petrochemical / Pharmaceutical plants
• Offshore structures • Industrial machinery
• Heat exchangers • Food processing equipment
• Ships • Oil and gas transmission pipelines
automatic welding tig weld close up
LITIGATION INVESTIGATION AND EXPERT WITNESS
Our services can assist defendant/plaintiff from the initial legal proceedings through trial. We provide support in the following areas:
• On site accident investigation
• Product liability
• Technical advisors to counsel
• Conformance to industry specifications
• Evaluations conducted by registered professional engineers
• Failure mode and root cause identification
• Forensic Macro/Microphotographic documentation
• Industrial and consumer product failure analysis
If your company is experiencing these or other welding problems you can engage AMC to solve your welding or failure issues. Hire AMC to act as your weld failure analyst.
Langganan:
Postingan (Atom)